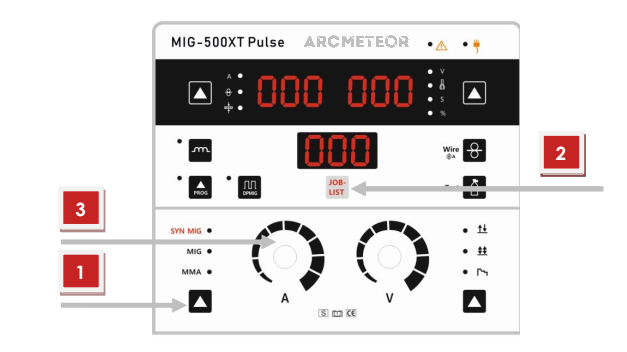
Полуавтомат ARCMETEOR MIG-500 XT Pulse в исполнении AUTO предназначен для работы в составе автоматизированных сварочных комплексов. Панель управления размещена на источнике питания, доступ к которой имеет сварщик-оператор, а подающий закрепляется на используемую колонну/установку для автоматизации сварки.
Импульсная сварка. Высокоскоростной импульсный процесс (High-Speed Pulse) позволяет экономить время и деньги по сравнению с традиционной импульсной сваркой. Как правило, один импульс расплавляет одну каплю, но мы увеличиваем количество капель с помощью нового высокоскоростного импульсного процесса. Процесс будет более быстрым с минимальным тепловложением! В сочетании с чрезвычайно стабильной и устойчивой сварочной дугой достигается улучшенное управление процессом, а также более высокое качество шва, практически полное отсутствие брызг и, следовательно, значительно меньший объём операций по зачистке и механической обработке шва.
Импульсная сварка. Высокоскоростной импульсный процесс (High-Speed Pulse) позволяет экономить время и деньги по сравнению с традиционной импульсной сваркой. Как правило, один импульс расплавляет одну каплю, но мы увеличиваем количество капель с помощью нового высокоскоростного импульсного процесса. Процесс будет более быстрым с минимальным тепловложением! В сочетании с чрезвычайно стабильной и устойчивой сварочной дугой достигается улучшенное управление процессом, а также более высокое качество шва, практически полное отсутствие брызг и, следовательно, значительно меньший объём операций по зачистке и механической обработке шва.
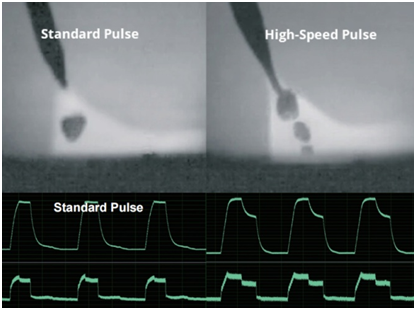
Рис. 1: Слева – стандартный капельный перенос, справа – высокоскоростной импульсный процесс (High-Speed Pulse)

Рис. 2: a – на конце проволоки формируется первичная капля; б – первичная капля отделилась и формируются вторичные капли; в – первичная капля переходит в ванну расплава, а вторичные капли отделяются.
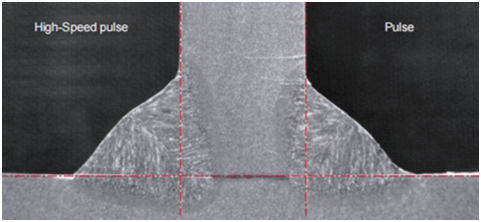
Рис. 3: сравнительный анализ провара на режиме High-Speed Pulse и режим стандартной импульсной сварки
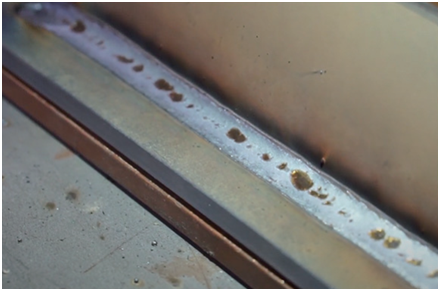
Рис. 4: внешний вид шва, выполненный с помощью режима High-Speed Pulse
Объединение импульсной и струйной дуг функцией High-Speed Pulse существенно повлияло на производительность и скорость сварки, а именно:
- до 48 % быстрее автоматизированной импульсной сварки;
- до 35 % быстрее ручной импульсной сварки;
- до 10–15 % быстрее обычной сварки MIG/MAG;
- до 30 % быстрее при сварке нержавеющей стали в отличие от ручной импульсной сварки;
- до 20 % быстрее при сварке алюминия в отличие от ручной импульсной сварки.