



.jpg")
Специалисты сварочного производства все чаще оперируют такими терминами, как «автоматизация и механизация сварки», сразу представляются массивные сварочные комплексы, занимающие значительные площади производственных помещений. Однако, при разработке технологического процесса изготовления конструкции и выборе оборудования необходимо учитывать целесообразность затрат на дорогостоящие автоматизированные комплексы.
Когда мы говорим об автоматизации сварки, следует помнить не только о сварочных колоннах и самоходных порталах, к автоматическому сварочному оборудованию можно отнести множество недорогих и более простых в использовании видов оборудования, например, тракторы для сварки под флюсом, вращатели, позиционеры или самоходные тележки для перемещения сварочных горелок.
Возможности современного оборудования и средств управления весьма велики и позволяют сваривать конструкции любого размера и сложной конфигурации практически любым видом сварки.
Применением кареток для перемещения сварочных горелок с легкостью решается задача сварки прямолинейных и криволинейных швов в различных пространственных положениях. Причем возможна одновременная сварка двумя горелками, например, тавровой конструкции. Чаще всего каретки применяют для полуавтоматической (MIG/MAG) сварки, но так же возможно их использование для аргонодуговой (TIG) сварки или плазменной резки.
Каретки для перемещения сварочных горелок просто незаменимы в следующих случаях:
- большие размеры и масса производимых конструкций, затрудняющие их кантовку и позиционирование,
- большая длина основных сварных швов,
- малая серийность или единичность каждой конструкции.
При внедрении в производство сварочных кареток не возникает необходимости в приобретении специального оборудования, каретки используются совместно со стандартными сварочными источниками, путем закрепления в штативе каретки сварочной горелки.
2. Отсутствие больших затрат на дополнительное обучение сварщиков
Поскольку управление сварочными каретками довольно простое, то необходимость в длительном дополнительном обучении сварщиков отсутствует. Необходимо только провести инструктаж по простейшим навыкам установки, управлению и обслуживанию самих кареток, который займет всего несколько часов. Сварку с использованием кареток можно поручать даже сварщикам, имеющим низкую квалификацию, т.к. основные параметры режима сварки (ток, напряжение, скорость подачи проволоки), проверенные более опытными рабочими, устанавливаются непосредственно на сварочном источнике, скорость сварки (скорость перемещения каретки) и положение сварочной горелки относительно свариваемого стыка также определяется заранее. Оператору остаётся только правильно установить каретку на свариваемой конструкции, выбрать нужный режим сварки на сварочном источнике и нажать кнопку «Старт». После этого необходимо просто контролировать процесс.
3. Стабильно-высокое качество сварки
При сварке длина дуги и угол наклона горелки (как вдоль, так и поперёк стыка) будут постоянны и определяются правильным позиционированием сварочной горелки в держателе каретки. Скорость сварки остаётся неизменной на всём протяжении перемещения дуги вдоль стыка, а траектория перемещения контролируется сварщиком.
Это способствует отличному проплавлению, образованию равномерной мелкочешуйчатой структуры сварного шва, отсутствию подрезов, улучшению геометрии сварного шва, образованию плавного перехода наплавленного валика к основному металлу, таким образом, достигается стабильное качество сварки на протяжении всего стыка.
При использовании блока колебаний горелки или каретки с встроенной системой колебаний происходит улучшение качества сварки заполняющих и облицовочных валиков многопроходных швов. Даже при неточной сборке сварного стыка можно добиться высокого качества сварки за счёт того, что многие каретки имеют упорные ролики, которые способны отслеживать линию стыка и корректировать траекторию перемещения сварочной горелки.
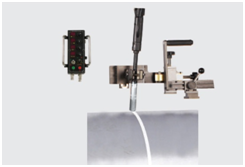

KW-LW1 блок колебаний горелки линейного типа KW-PW1 блок колебаний горелки маятникового типа
4. Повышение общей производительности сварки
Безусловно, увеличить скорость сварки в случае применения того же сварочного процесса невозможно, но любая автоматизация позволяет повысить интенсивность труда. Согласно статистике, среднее время сварки (время непосредственного горения дуги) при использовании ручного процесса MIG/MAG сварки составляет не более 40-45% от общего рабочего времени, то есть всего 3-3,5 часа в смену. При использовании сварочных кареток время сварки увеличивается до 5-6 часов в смену.
Кроме того, конструкция ряда кареток даёт возможность использовать две сварочные горелки, то есть выполнять одновременно два сварных шва или два прохода одного шва с разделкой кромок. Также существует возможность работы одного сварщика на двух постах одновременно, что значительно повышает производительность труда.
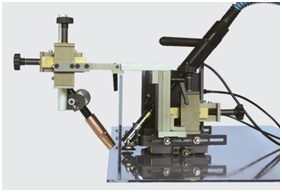

KW-FF2 механизм перемещения с двумя горелками для сварки угловых швов

KW-FW2 механизм перемещения с двумя горелками для сварки угловых швов с движением по вертикальной поверхности

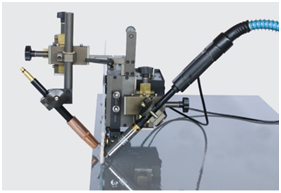
NB-4W Механизм перемещения горелок для одновременной сварки двух горизонтальных угловых швов ("тандем")

5. Уменьшение сварочных деформаций
Контроль тепловложений даёт снижение общих деформаций конструкции после сварки. Это является следствием более точного поддержания параметров сварки – скорости сварки и напряжения дуги – по сравнению с ручным процессом. Кроме того, постоянные зажигания и гашения дуги во время перехода сварщика вдоль стыка и необходимость выполнять перекрытия швов также способствуют увеличению деформаций. Но если применяется каретка для перемещения сварочной горелки, то таких проблем не возникает.
6. Экономия сварочных материалов
Экономия возникает вследствие более точной настройки параметров и их поддержания в заданных пределах в процессе сварки, что приводит к снижению потерь сварочной проволоки на разбрызгивание. Отсутствие перерывов в процессе сварки, связанных с перемещением сварщика вдоль стыка, и возобновлений сварки с перекрытием швов, также экономит сварочные материалы.
Сварка с поперечными колебаниями горелки позволяет уменьшить количество проходов. Также необходимо заметить, что при равномерном сварочном процессе можно снизить расход защитного газа, а это может стать существенной статьёй экономии при использовании дорогостоящих сварочных смесей на основе аргона.
7. Уменьшение затрат на вспомогательные операции
Затраты на вспомогательные сварочные уменьшаются вследствие того, что возможно получение гладких аккуратных швов без последующей обработки шва и околошовной зоны. Уменьшение разбрызгивания также способствует снижению затрат на зачистку после сварки.
8. Улучшение экологии производства
Удаление рабочих от источников нагрева и дыма, образующегося при дуговой сварке, способствует улучшению условий труда.
9. Универсальность
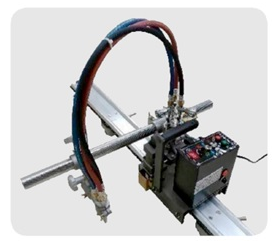
Механизмы перемещения можно применять не только для сварки, но и для плазменной резки в сочетании источником Powermax (Hypertherm), что делает оборудование универсальным, позволяет производству гибко перестраиваться на новые производственные процессы.
Экономическая целесообразность применения кареток для перемещения горелок сварочных полуавтоматов.
- используются те же сварочные материалы (проволока и газы), не увеличивается номенклатура закупок,
- нет необходимости в изменении общего технологического процесса (новые типы разделки кромок и т.д.),
- нет необходимости в обучении сварщиков новому методу сварки, не требуется проводить дополнительную аттестацию или сертификацию.
- экономия на механической обработке сварных швов после сварки, экономия сварочной проволоки и защитного газа.
KW-MR4 Многофункциональный механизм перемещения для газокислородной резки и сварки
Воспользуйтесь на нашем сайте функцией подбора каретки по нескольким параметрам, и Вы сможете выбрать именно ту модель, которая решит именно Вашу производственную задачу.
Подбор каретки для механизации сварки











